Maximum efficiency and quality thanks to state-of-the-art industrial Image Processing Systems
GK VISION GmbH - VISIONTECHNIK is your reliable partner for high-precision, reliable and user-friendly image processing solutions. We offer a wide range of complete solutions as well as optimally matched individual components for your individual applications. Our portfolio includes vision cameras, vision systems, vision sensors, lenses, illumination and accessories from well-known manufacturers such as Cognex, Datalogic, Effilux, Keyence, Sensopart, Sick, Zebra and others.
Advantages of machine vision for automation and quality assurance
State-of-the-art machine vision systems play an indispensable role in numerous industries, such as medicine, pharmaceuticals, food, automotive and logistics. They ensure high productivity, quality and cost efficiency in work and production processes.
Intelligent vision systems are essential for a wide range of applications such as inspection, defect detection, measurement, machine guidance, OCR (Optical Character Recognition) and barcode reading. They enable precise and reliable solutions for a wide variety of tasks such as:
Machine vision systems can perform tasks that would be too complex or monotonous for manual inspection processes. They enable the automation of tests and inspections with high speed and precision.
In industries such as automotive and medical, where safety-critical products are manufactured, zero defect tolerance is critical. Machine vision systems ensure reliable detection and inspection of components to ensure product quality and reliability. Vision systems are capable of identifying defects and flaws that are invisible to the human eye. By precisely analyzing images or videos, deviations from specified standards can be detected and corrected at an early stage to reduce scrap and quality problems.
Image processing is a critical component of robotics. Robots can analyze visual data to grasp objects. perform assembly operations and execute precise movements.
Deep Learning image processing systems are ideal for complex inspection, classification and localization applications that are difficult or impossible to perform with traditional rule-based algorithms. They can recognize and effectively analyze complex structures and patterns in images. In doing so, they require less data and computing power for training than conventional image processing solutions, are easy to set up and very user-friendly, work even in the presence of defect variations in applications that require an assessment of acceptable variations, and provide highly reliable results and consistent performance.
Machine vision systems enable complete recording and storage of inspection results. This enables comprehensive documentation and traceability along the production process. This information can be made available as needed, whether for customer inquiries or for compliance with quality standards and regulations.
Product Highlights
Our product highlights from renowned manufacturers offer a wide range of benefits for industrial automation and quality assurance. Combining sophisticated cameras and advanced software, these systems ensure accurate and reliable results every time, helping you increase productivity, reduce waste and improve the quality of your products.

In-Sight 2800
Cognex

P2x

PLOC2D

InspectorP62x

VS20
Zebra

VS40
Zebra

In-Sight 3800
Cognex

In-Sight 7000
Cognex

In-Sight 8000
Cognex

In-Sight 9000
Cognex

In-Sight D900
Cognex

VS70
Cognex

Ring Lights
Effilux
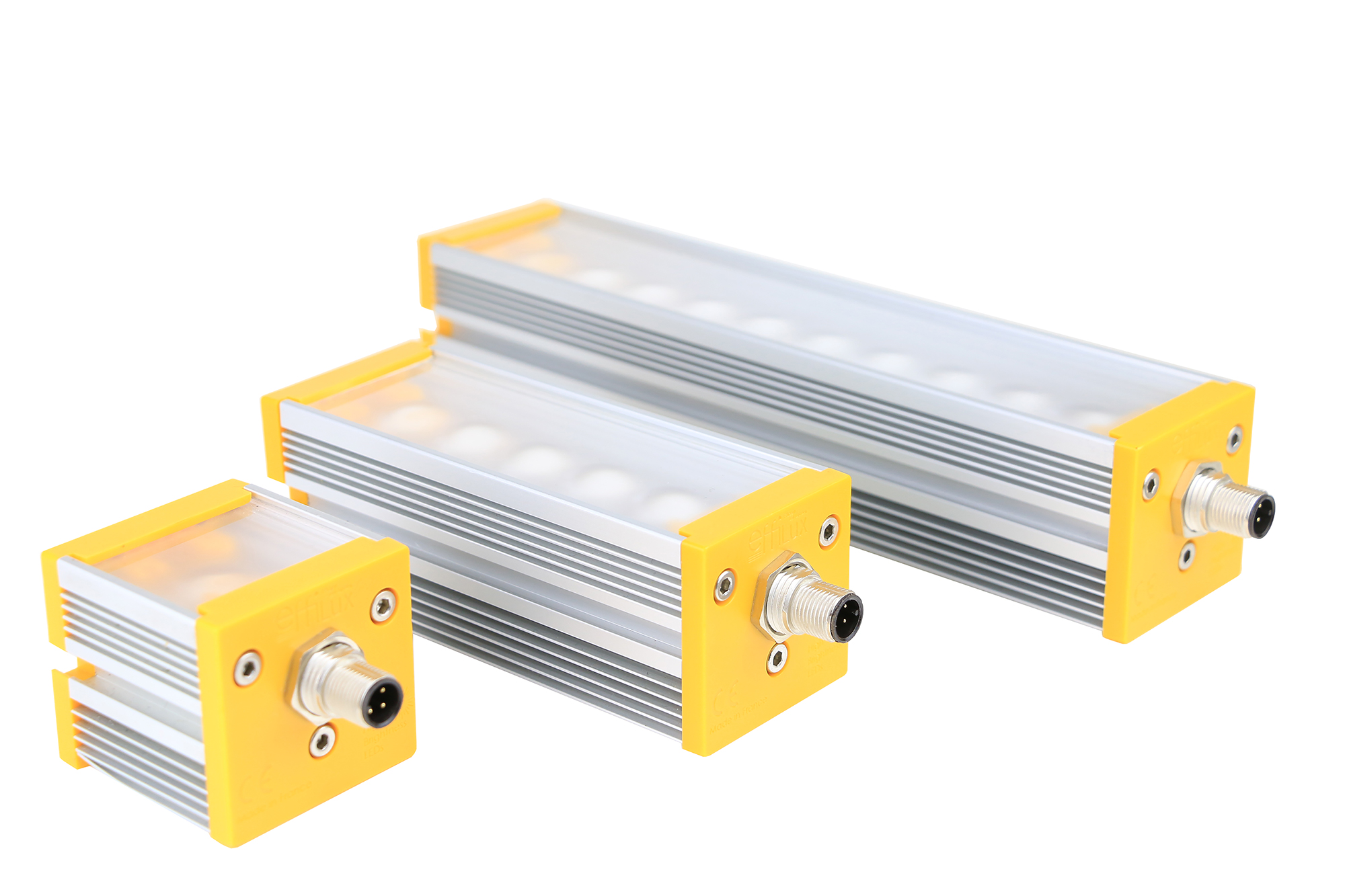
Bar Lights
Effilux
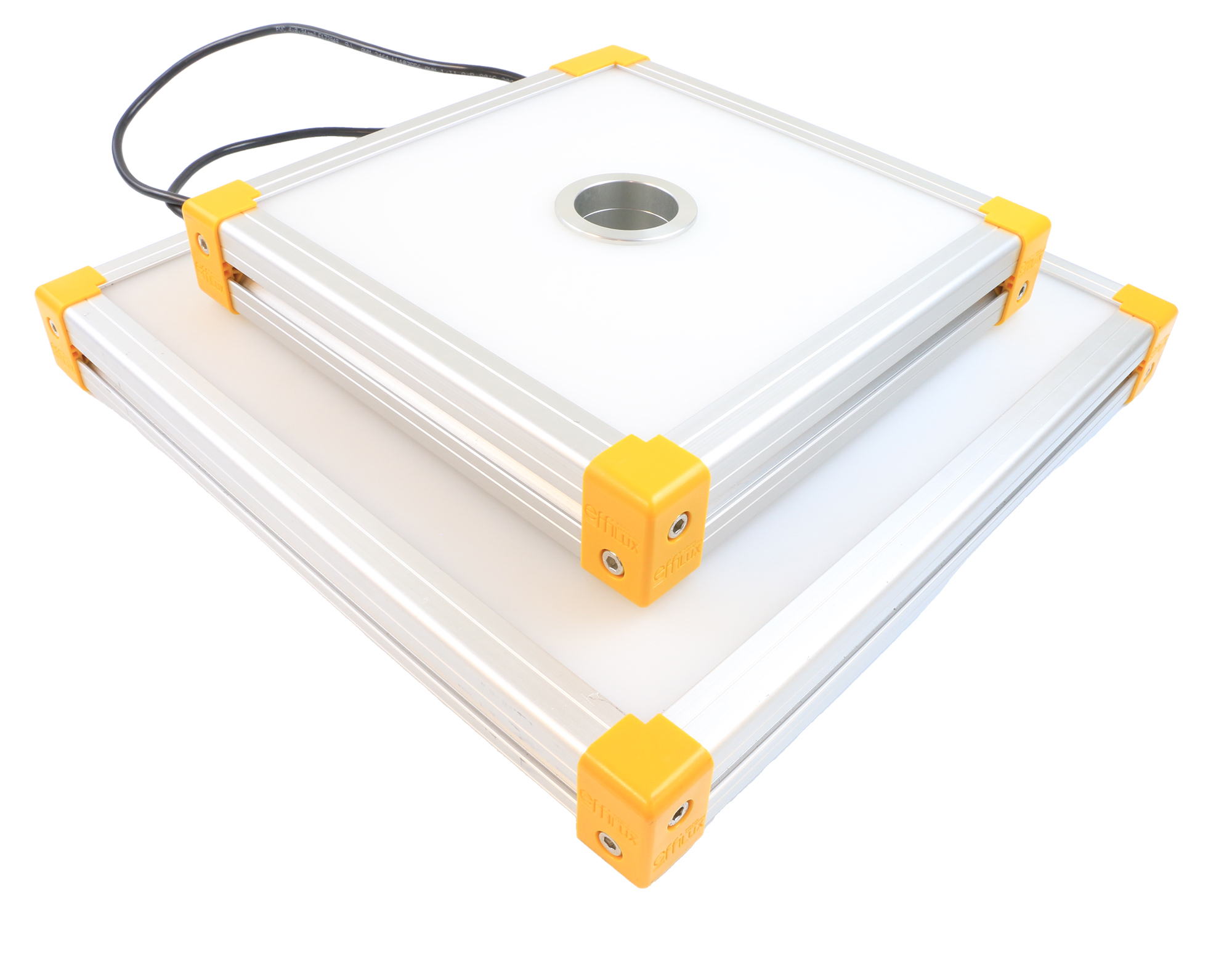
Dome Lights
Effilux
We know that choosing the right vision system is an important decision. At GK VISION GmbH – VISIONTECHNIK, we specialize in providing you with customized machine vision systems that meet your requirements in the best possible way. Our experts are ready to assist you in the selection, implementation and use of the selected products. We offer comprehensive consulting, training and technical support to ensure you get the most out of your investment.
Give us a call! We will advise you independently and comprehensively, so you can secure the best possible solution for your needs at optimal conditions.