Industrielle Bildverarbeitung – Machine Vision für Qualität & Automatisierung
Als unabhängiger Systemintegrator mit langjähriger Erfahrung verbindet VISIONTECHNIK neueste Bildverarbeitungstechnologie mit maßgeschneiderter Beratung, um für jede industrielle Herausforderung eine optimale Lösung zu bieten.



Neben unserem Standardsortiment bieten wir viele Produkte auf Anfrage – individuell abgestimmt auf Ihre Anwendung und Anforderungen. Kontaktieren Sie uns für weitere Produkte ganz einfach über unser Kontaktformular.






In der industriellen Bildverarbeitung trifft Präzision auf Intelligenz



Anwendungsbereiche der industriellen Bildverarbeitung
Industrielle Bildverarbeitung findet in nahezu allen Branchen vielfältige Anwendungsfelder. Überall dort, wo eine automatisierte visuelle Prüfung oder Messung erforderlich ist, sorgt sie für zuverlässige Ergebnisse – 24/7 und in hoher Geschwindigkeit. Ob in der Fertigung von Elektronik, in der Automobilindustrie, der Lebensmittelproduktion oder der Pharmaindustrie: Kameragestützte Prüftechnik erkennt Fehler, zählt Objekte, liest Codes und gewährleistet eine lückenlose Qualitätskontrolle. Die folgenden Beispiele zeigen, wie breit das Spektrum industrieller Bildverarbeitung in der Praxis gefächert ist.
Qualitätskontrolle und Prüftechnik
Machine Vision Produkte übernehmen in der Qualitätskontrolle Aufgaben, die früher manuell erfolgen mussten. Sie prüfen etwa Werkstücke auf Maßhaltigkeit, erkennen Oberflächenfehler oder verifizieren die Vollständigkeit von Baugruppen – und das mit objektiver Präzision. Dank industrieller Bildverarbeitung lassen sich 100%-Prüfungen wirtschaftlich realisieren: Jedes Teil wird innerhalb von Millisekunden auf Fehler untersucht. Dies steigert die Produktqualität und senkt Ausschuss, da fehlerhafte Teile frühzeitig aussortiert werden. Darüber hinaus bietet die automatisierte Prüftechnik eine vollständige Dokumentation aller Prüfergebnisse, was für Rückverfolgbarkeit und Qualitätsnachweise unerlässlich ist.
Identifikation und Objekterkennung
Industrielle Bildverarbeitung kann Barcodes und QR-Codes lesen, Klarschrift (OCR) erkennen oder Teile anhand von Formen und Merkmalen eindeutig identifizieren. So wird in Logistik und Produktion sichergestellt, dass jedes Produkt zur richtigen Zeit am richtigen Ort ist (Stichwort Track & Trace). Auch die Vollständigkeitskontrolle – etwa ob alle Bauteile in einer Montage vorhanden sind – erfolgt durch Objekterkennung per Kamera zuverlässig. Die Maschinen „verstehen“, was sie sehen: von der Lageerkennung eines Bauteils bis zur Sortierung verschiedenster Produkte nach optischen Kriterien. Dies erhöht die Prozesssicherheit und erlaubt eine lückenlose Überwachung komplexer Abläufe.
Robotik und Industrie 4.0
Robot Vision-Systeme geben Robotern die Fähigkeit, ihre Umwelt visuell wahrzunehmen. Dadurch können Roboter z.B. unsortierte Objekte aus einer Kiste greifen (Bin-Picking), präzise Bauteile positionieren oder flexibel auf Variationen im Produktionsfluss reagieren. Die Verbindung von Bildverarbeitung und Robotik ist ein Schlüssel für die Smart Factory im Sinne von Industrie 4.0. Kameras agieren hier als Sensoren, die Informationen in Echtzeit an Maschinen und Leitsysteme liefern. Die Vision-Systeme sind vernetzt und in Automatisierungslösungen integriert – so entsteht eine hochflexible, selbstoptimierende Produktion. Hersteller profitieren von geringeren Stillstandszeiten, da visuelle Überwachung frühzeitig Abweichungen meldet und Eingriffe ermöglicht.
Industrielle Bildverarbeitung -
Komponenten und Technologien
Ein industrielles Bildverarbeitungssystem besteht aus mehreren Kernkomponenten, die nahtlos zusammenwirken. Hochauflösende Industriekameras und die passenden Objektive erfassen die relevanten Merkmale eines Prüfobjekts. Präzise abgestimmte Beleuchtung sorgt dabei für optimale Sichtverhältnisse und hohen Kontrast, damit selbst kleinste Details erkennbar sind. Leistungsfähige Bildverarbeitungs-Hardware – vom Industrie-PC bis hin zu kompakten Embedded-Systemen – verarbeitet die aufgenommenen Bilder in Millisekunden. Schließlich kommen spezialisierte Bildverarbeitungssoftware und Algorithmen (immer häufiger auf KI-Basis) zum Einsatz, um aus den Bilddaten zuverlässige Entscheidungen abzuleiten. VISIONTECHNIK bietet Ihnen ein breites Portfolio an Komponenten von führenden Herstellern. So können Sie die passenden Kameras, Beleuchtungen und Zubehör auswählen und direkt ein Angebot anfragen – wir beraten Sie gerne bei der optimalen Zusammenstellung.

Industriekameras und Objektive
Die Wahl der richtigen Kamera ist grundlegend für jede Bildverarbeitungslösung. Industriekameras unterscheiden sich z.B. in Auflösung, Bildrate und Sensortyp (CCD oder CMOS) und werden je nach Anwendung als Flächenkamera, Zeilenkamera oder 3D-Kamera eingesetzt. Genauso wichtig ist die Optik: Objektive müssen zum Sensor und zur Prüfaufgabe passen, damit das Prüfobjekt scharf und verzerrungsfrei abgebildet wird. Spezielle Industrie-Objektive (etwa telezentrische Optiken) ermöglichen maßstabsgetreue Messungen, während Weitwinkel- oder Makro-Objektive andere Anforderungen erfüllen. Moderne Kameratechnologien und hochwertige Optiken bilden gemeinsam die Grundlage dafür, dass die industrielle Bildverarbeitung zuverlässige Ausgangsdaten erhält – denn nur mit einem klaren, detailreichen Bild kann die Auswertesoftware korrekte Ergebnisse liefern.
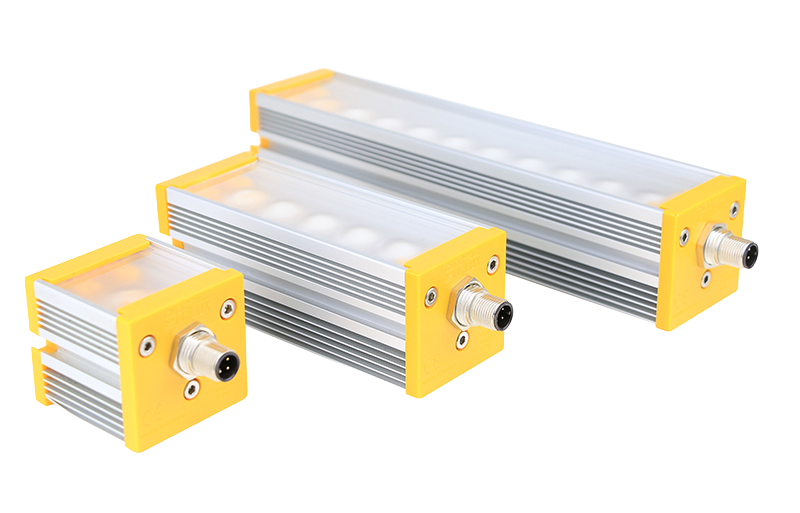
Beleuchtung der Bildverarbeitung
Ohne optimale Beleuchtung nützt die beste Kamera wenig. In der industriellen Bildverarbeitung ist die Beleuchtung ein entscheidender Faktor, um Merkmale sichtbar zu machen. Unterschiedliche Beleuchtungsarten kommen zum Einsatz: Durchlicht hebt Konturen hervor, Auflicht mit Ring- oder Spotbeleuchtung betont Oberflächenmerkmale, und diffuse Dome-Beleuchtungen reduzieren Reflexionen. Die Auswahl der Lichtfarbe (etwa Infrarot, Rot oder Blau) und eine homogene Ausleuchtung erhöhen den Kontrast genau dort, wo er gebraucht wird. Professionelle Vision-Systeme nutzen oft LED-Beleuchtungen, die sich in Helligkeit und Timing exakt steuern lassen. Eine sorgfältig geplante Beleuchtungstechnik stellt sicher, dass die Kamera stets optimale Bildinformationen erhält – damit ist die Basis für zuverlässige Prüfergebnisse gegeben.
Hardware und Software
Die erfassten Bilddaten müssen in Echtzeit ausgewertet werden – hier kommt leistungsfähige Hardware und clevere Software ins Spiel. Industrie-PCs mit Framegrabbern, spezielle Vision Controller oder zunehmend kompakte Embedded Systeme übernehmen die Verarbeitung direkt an der Maschine. Diese Bildverarbeitungs-Hardware ist darauf ausgelegt, große Datenmengen schnell und zuverlässig zu bewältigen, oft sogar in rauer Industrieumgebung. Ebenso wichtig ist die Software: Bildverarbeitungssoftware verwendet Algorithmen, um Merkmale zu erkennen, Abweichungen zu detektieren oder Maße zu nehmen. Neben klassischen regelbasierten Verfahren hält Künstliche Intelligenz Einzug: Mit Machine-Learning-Methoden (z.B. Deep Learning) können selbst komplexe Muster oder unbekannte Fehler anhand von Beispieldaten gelernt und erkannt werden.
Vorteile und neue Entwicklungen in der industriellen Bildverarbeitung
- Sicherung der Qualität: Fehlerhafte Produkte werden zuverlässig erkannt und ausgesondert, bevor sie die Fabrik verlassen.
- Automatisierte Sichtprüfungen arbeiten ermüdungsfrei rund um die Uhr und liefern objektive, reproduzierbare Ergebnisse – im Gegensatz zur manuellen Kontrolle, die subjektiv und fehleranfällig sein kann.
- Darüber hinaus steigern Vision-Systeme die Effizienz, da sie hohe Prüfgeschwindigkeiten ermöglichen und Personal für anspruchsvollere Aufgaben freisetzen.
Aktuelle technologische Entwicklungen – von Künstlicher Intelligenz bis zu vernetzten Industrie 4.0-Systemen – erweitern das Spektrum der Bildverarbeitung stetig. Unternehmen, die auf diese Schlüsseltechnologie setzen, verschaffen sich einen Innovationsvorsprung und reduzieren gleichzeitig Kosten durch weniger Ausschuss und minimierte Stillstandzeiten.

Steigerung von Qualität und Effizienz
KI und Deep Learning in der Bildverarbeitung
Ein wichtiger Trend ist der Einsatz von Künstlicher Intelligenz (KI) und Deep-Learning-Algorithmen in der industriellen Bildverarbeitung. KI-Systeme können anhand großer Datenmengen selbstständig lernen, visuelle Muster und Fehler zu erkennen, ohne dass jedes Prüfmerkmal explizit programmiert werden muss. Dies eröffnet neue Möglichkeiten, etwa bei der Oberflächeninspektion: Selbst schwierig zu beschreibende Fehler (wie Lackierfehler oder Gewebestrukturen) kann ein trainiertes Deep-Learning-Modell zuverlässig detektieren. Die Kombination aus klassischer Bildverarbeitung und KI führt zu robusteren Prüfsystemen, die sich an veränderte Bedingungen anpassen können. VISIONTECHNIK setzt auf solche zukunftsweisenden Technologien, um Kunden Lösungen zu bieten, die mit der Entwicklung Schritt halten und auch bei komplexen Prüfaufgaben hervorragende Ergebnisse erzielen.
Vernetzte Vision-Systeme
Im Kontext von Industrie 4.0 werden Bildverarbeitungssysteme zunehmend vernetzt und intelligent in Produktionsumgebungen eingebunden. Das bedeutet, Kameras und Prüfgeräte kommunizieren mit anderen Maschinen und IT-Systemen entlang der Wertschöpfungskette. Beispielsweise kann ein Vision-System dem Leitstand in Echtzeit melden, wenn Qualitätsabweichungen auftreten, woraufhin automatisch Gegenmaßnahmen eingeleitet werden. Dank standardisierter Schnittstellen (etwa OPC UA) lassen sich Bildverarbeitungslösungen nahtlos in die Fabrik-IT integrieren. Auch Embedded Vision-Komponenten spielen eine wachsende Rolle: Immer öfter sind Kameras mit eigener Recheneinheit direkt in Maschinen verbaut, um dezentral und ohne Verzögerung Entscheidungen zu treffen. Diese Vernetzung und Verteilung der Intelligenz führt zu einer flexibleren und effizienteren Produktion. Für Ihr Unternehmen bedeutet dies höhere Transparenz, schnellere Reaktionsmöglichkeiten und insgesamt eine zukunftssichere Fertigung – in der industrielle Bildverarbeitung als Herzstück der Automatisierung wirkt.